
- Rodzaje wątków
- Odmiany gwintowania
- Wskazówki dotyczące produkcji części
- Inne rodzaje przetwarzania
- Jak sprawdzić poprawność działania
 Obecnie połączenia gwintowe znajdują się prawie wszędzie: zarówno w urządzeniach technicznych, jak i w wielu artykułach gospodarstwa domowego. Głównym narzędziem do produkcji takich związków jest kran. Do gwintowania służy do szybkiego i bezproblemowego wykonywania dokładnej i wysokiej jakości obróbki na wewnętrznej płaszczyźnie otworu.
Obecnie połączenia gwintowe znajdują się prawie wszędzie: zarówno w urządzeniach technicznych, jak i w wielu artykułach gospodarstwa domowego. Głównym narzędziem do produkcji takich związków jest kran. Do gwintowania służy do szybkiego i bezproblemowego wykonywania dokładnej i wysokiej jakości obróbki na wewnętrznej płaszczyźnie otworu.
Rodzaje wątków
Konstrukcja narzędzia z czasem stała się bardziej przemyślana, a dziś pozwala stworzyć wyraźny wątek wewnętrzny.
Rodzaje gwintów są określane przez następujące parametry: cel, rodzaj profilu, rozmiar kroku, kierunek (w prawo, w lewo), system pomiarowy (metryczny, calowy, rurowy), położenie części (wewnętrzne, zewnętrzne), charakter powierzchni, liczbę odwiedzin.
Zamierzona klasyfikacja
We współczesnym przemyśle istnieją różne typy kranów, różniące się między sobą wzornictwem i funkcjonalnością. Z założenia krany mogą należeć do jednego z następujących typów:
 Krany ręczne są jedno-, dwu- i trzykompletowe. Numer kranu w zestawie jest wskazywany przez liczbę okrągłych wzorów na trzonku. Podczas przetwarzania produktów wykonanych ze szczególnie twardych stopów taki zestaw może osiągnąć pięć sztuk. Średnice robocze takiego narzędzia zawartego w zestawie są różne.
Krany ręczne są jedno-, dwu- i trzykompletowe. Numer kranu w zestawie jest wskazywany przez liczbę okrągłych wzorów na trzonku. Podczas przetwarzania produktów wykonanych ze szczególnie twardych stopów taki zestaw może osiągnąć pięć sztuk. Średnice robocze takiego narzędzia zawartego w zestawie są różne.- Gwintowniki maszynowe są przeznaczone do przecinania gwintów zarówno ślepych, jak i przelotowych. Aby zapewnić dobre oddzielanie wiórów i przerywane otwory, użyj narzędzia z rowkami śrubowymi: lewy - przelotowy, prawy - do nieprzelotowych otworów z prawym gwintem. Stosowane są na tokarkach, wiertarkach, modułach i innych maszynach.
- Aby utworzyć gwint w otworach przelotowych, użyj gwintowników bez odwracania, przeciągając posiekane nakrętki na prostym lub zakrzywionym trzonie narzędzia. Gwintowniki z tą cechą konstrukcyjną są stosowane w maszynach do cięcia nakrętek, w których nacinają nakrętki w cyklu ciągłym. Z reguły działają bez wymuszonego zgłoszenia.
 Krany punktowe . Przeznaczony do wstępnego cięcia okrągłych matryc przed wierceniem otworów do cięcia wiórów. Część wlotowa zwęża się w całym profilu.
Krany punktowe . Przeznaczony do wstępnego cięcia okrągłych matryc przed wierceniem otworów do cięcia wiórów. Część wlotowa zwęża się w całym profilu.- Kurki macicy . Przeznaczony do kalibracji gwintów matryc okrągłych po wywierceniu otworów na wióry. Część wlotowa ma kształt stożkowy na całym profilu, a część kalibrująca jest cylindryczna.
- Połączone krany . Zaprojektowany do wykonywania wielu ruchów przetwarzania. Wywiercenie otworu i wkręcenie otworów przelotowych bez wymuszania jest możliwe, jeśli narzędzie do gwintowania uruchomi się po tym, jak wiertło opuści otwór.
Gwintowanie w lekkich metalach odbywa się za pomocą narzędzi ręcznych zdefiniowanych w normach GOST, dla których gwinty części pomiarowej są przesunięte. Z lewymi rowkami - dla otworów po prawej stronie, a dla otworów nieprzelotowych - otworów po prawej stronie.
W odpornych na korozję i żaroodporność gatunkach stali gwintowanie wykonuje się za pomocą specjalnych narzędzi (GOST 17927–72 *).
Cięcie tytanu i jego stopów
Należy unikać wycinania otworów w ślepych i długich gwintach, aby zapobiec pęknięciu narzędzia roboczego. Proces gwintowania jest ułatwiony poprzez zwiększenie średnicy otworu dla gwintowanego elementu. W twardych materiałach i stali hartowanej cięcie gwintu odbywa się również przy użyciu narzędzi z węglików spiekanych. Zastosuj metody cięcia wibracyjnego elementu gwintowanego.
Ważne parametry
W zależności od pożądanych cech, dokładności, dopuszczalnej chropowatości przedmiotu obrabianego, konfiguracji części i przeznaczenia elementu gwintowanego, wybierz metodę produkcji części. Znacząco wpływa na ten proces i produktywność konstrukcji części gwintowanych.
Odmiany gwintowania
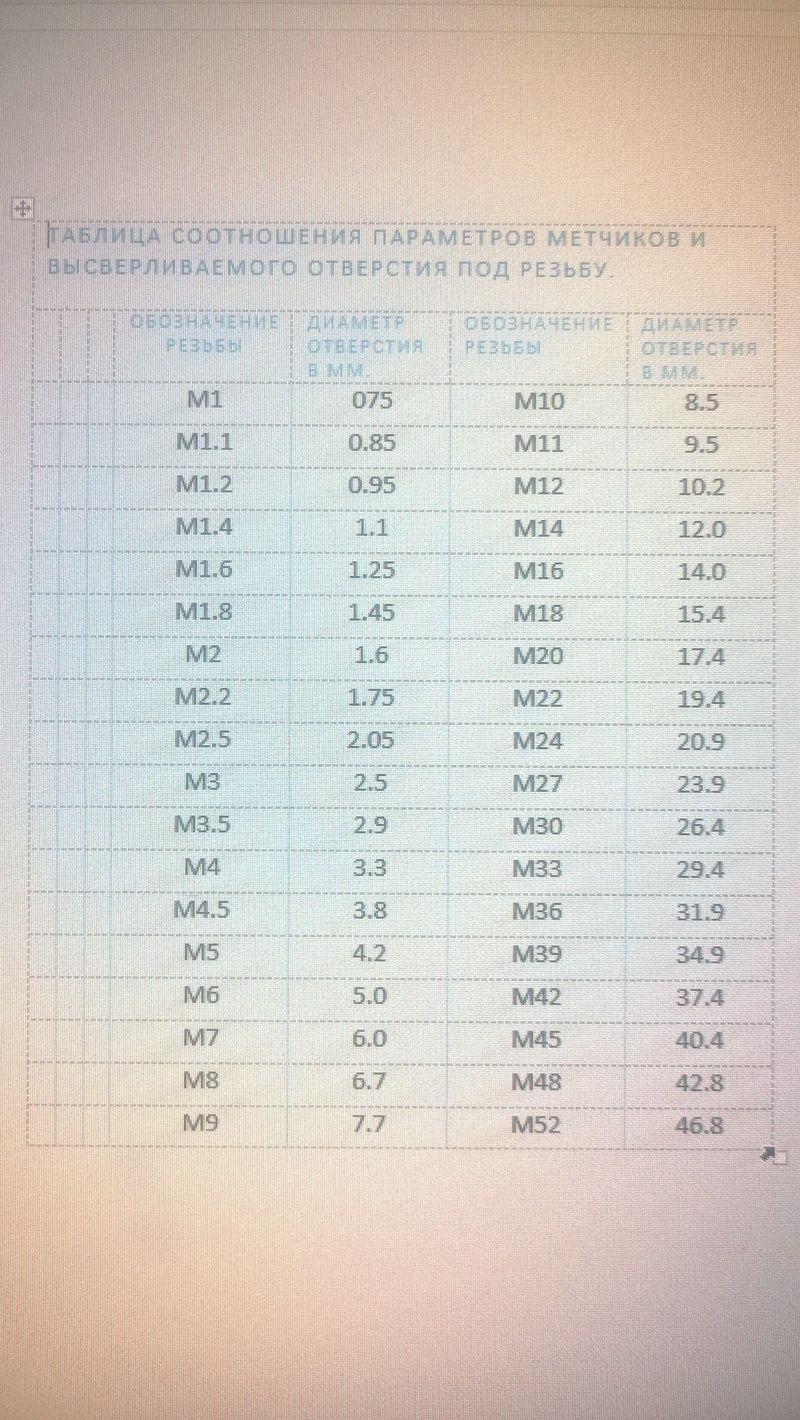
Metryczny typ krojenia. Wycięty element takiej nici ma kształt trójkąta równoramiennego, cała wartość jest mierzona w milimetrach, takie zaczepy są oznaczone literą (M). Aby wybrać odpowiednie narzędzie podczas cięcia, używana jest specjalna tabela referencyjna gwintowników.
Stół do gwintowania:
Cala robocza część narzędzia ma stożkowy kształt. Średnica takiego narzędzia jest mierzona w calach, a skok to liczba gwintów na cal.
Rura Gwintowane i stożkowe gwintowniki służą do gwintowania połączeń rur.
Wskazówki dotyczące produkcji części
Podczas cięcia gwintowanego elementu zewnętrznego ważne jest przestrzeganie zasad bezpieczeństwa. Konieczne jest również przestrzeganie następujących zaleceń:
- Przed wycięciem zewnętrznego elementu gwintowanego elementu na pręcie należy sfazować, zainstalować matrycę dokładnie bez zniekształceń i koniecznie nasmarować element olejem.
- W przypadku, gdy pręt jest zakrzywiony, możesz usunąć wadliwą część stopu i ponownie rozpocząć gwintowanie.
- Jeśli otwór jest obrabiany za pomocą gwintownika, należy go wywiercić prostopadle do płaszczyzny części, fazę należy usunąć, a gwintownik szorstki nasmarować olejem.
- Wybierając gwintowniki, lepiej zwrócić uwagę na oznakowanie narzędzia i wybrać produkty wykonane ze stali szybkotnącej. Taka stal jest bardziej trwała i nie jest podatna na awarie.
- Jeśli narzędzie do cięcia gwintów wewnętrznych jest zepsute, należy użyć specjalnego narzędzia do usunięcia go z przedmiotu obrabianego.
Inne rodzaje przetwarzania
Różne płytki z węglików spiekanych lub małe narzędzie przypominające kształtem narzędzie wytaczające służą do cięcia frezów na tokarkach zarówno płaszczyzny zewnętrznej, jak i wewnętrznej. Narzędzia jednowątkowe umożliwiają przetwarzanie profili wieloprzebiegowych. Frezy gwintowane są pryzmatyczne, blaszkowate, prętowe, z mechanicznym mocowaniem płytek z węglików spiekanych.

Narzędzie jest instalowane na środku ciętej części. Takie przetwarzanie odbywa się na maszynach wieloosiowych lub walcujących. Istnieje możliwość zastosowania wkładek z węglików jedno- i wielozębnych.
Zastosowanie wymiennych wkładek z węglików podczas gwintowania na tokarkach umożliwia obróbkę otworów o grubości 6 mm lub większej. Gwintowanie maszynowe nadaje się do wielu materiałów o twardości do 50 HRC.
Frezy do gwintów
Innym sposobem cięcia zarówno gwintów wewnętrznych, jak i zewnętrznych są frezy na maszynach CNC z interpolacją spiralną. Używany w takim narzędziu do cięcia gwintów jak frezy z węglików spiekanych, a więc wymienne wkładki z węglików spiekanych. Istnieją frezy do gwintowania wieloobrotowe, jednoobrotowe, tarczowe i grzebieniowe. Podczas obróbki przedmiotu preferowane są frezy wieloobrotowe. Ich zakres jest dość szeroki, ponieważ są one w stanie przetwarzać materiał o sile do 65 HRC i umożliwiają przetwarzanie szerokiej gamy materiałów.
Frezy te mają szeroki zakres zastosowań, a ich średnica zaczyna się od najmniejszego (od 1, 5 mm), a kończy na największych rozmiarach. Korzystanie z tego narzędzia ma wiele zalet. Ten sam obcinak może być stosowany do otworów o różnych średnicach przy użyciu pojedynczego podziałki gwintu.
Zastosowanie materiałów ściernych
Metoda obróbki gwintów narzędziami ściernymi różni się znacznie od poprzednich i daje duże prawdopodobieństwo wycięcia precyzyjnego gwintu wewnętrznego. Jest to wysoce wykwalifikowane rozwiązanie do produkcji ogromnej liczby części, które mają niską tolerancję nieprawidłowości w stosunku do pożądanych parametrów. Jedna taka maszyna może szlifować szeroką gamę wewnętrznych wariantów elementów gwintowanych. Elementy wytwarzane przez szlifowanie wewnętrzne obejmują sprawdzian gwintów, nakrętki do kół zębatych zwykłych i śrub kulowych.

Cięcie gwintu przez szlifowanie wykonywane jest na maszynach zaprojektowanych do tych procesów, które mają główne cechy: sztywność instalacji, stabilną temperaturę, dokładność ruchu wzdłuż osi współrzędnych, zdolność do wykonywania dokładnych cykli ruchu oraz obecność specjalnych precyzyjnych wrzecion z czujnikami kontroli temperatury.
Proces radełkowania
W przypadku otworów do obróbki metali o głębokości do czterech kalibrów stosuje się rolki gwintujące. Ich zasadą działania jest deformacja materiału, podczas gdy wiór nie jest formowany i nie ma prawdopodobieństwa zakleszczenia wióra. Wadą tej obróbki jest ograniczona sztywność półfabrykatu do 40 HRC, ponieważ taka metoda gwintowania zapewnia odkształcenie użytego materiału, który powinien być plastyczny, o niskim współczynniku rozciągania.

Takie narzędzie ma większą sztywność, dzięki czemu praktycznie nie podlega załamaniu. Nić radełkowana jest najmocniejsza, ponieważ gruby stop jest ściśnięty i staje się bardziej jednolity. Wadami tego rodzaju gwintowników jest wymóg największego momentu obrotowego i większej mocy maszyny. Ograniczeniem jest fakt, że otwór powinien być wiercony dokładniej niż podczas gwintowania.
Części radełkowane nie są stosowane w niektórych gałęziach przemysłu ze względu na zginanie wewnętrznej średnicy gwintu.
Jak sprawdzić poprawność działania
Aby zweryfikować poprawność, a co najważniejsze, jakość wykonanej pracy, istnieją specjalne narzędzia - kalibry. Na takim instrumencie należy odnotować następujące informacje:
- Parametry tolerancji;
- Spotkanie PK;
- Szyfr LH do narzędzi z lewym gwintem.
Są kalibry
- Pierścień
- Cork.
- Wspornik
Przed rozpoczęciem korzystania z tych metod należy dokładnie przestudiować procesy, wybrać odpowiednie i ściśle przestrzegać wszystkich zasad przetwarzania. Nie zaniedbuj środków bezpieczeństwa, tylko w tym przypadku wynik będzie wysokiej jakości i dokładny.