
 Pręty wykonane z wolframu i jego stopów są szeroko stosowane jako elektrody zaprojektowane do uzyskiwania trwałych połączeń za pomocą spawania argonowego. Służą do tworzenia szczególnie krytycznych zespołów, na przykład zbiorników pracujących pod ciśnieniem. Za pomocą elektrod wolframowych spawane są stopy nierdzewne i stopowe.
Pręty wykonane z wolframu i jego stopów są szeroko stosowane jako elektrody zaprojektowane do uzyskiwania trwałych połączeń za pomocą spawania argonowego. Służą do tworzenia szczególnie krytycznych zespołów, na przykład zbiorników pracujących pod ciśnieniem. Za pomocą elektrod wolframowych spawane są stopy nierdzewne i stopowe.
Zastosowanie i cechy spawania
Należy zauważyć, że zastosowanie elektrod wolframowych w celu zapewnienia stabilności trybu spawania, stałego łuku spawalniczego. Te właściwości zapewniają spoiny wysokiej jakości. Maksymalna wydajność spawania tymi materiałami jest pokazana w gazach osłonowych. Ten rodzaj spawania służy do łączenia materiałów takich jak molibden, nikiel i niektóre inne.
Narzędzie tego typu jest klasyfikowane jako niezdatne do konsumpcji, ale w procesie technologicznym jest stosowane jednocześnie z drutem elektrodowym. Produkty wolframowe stosuje się do łączenia metali o różnych składach.

Na powierzchni produktów wykonanych z wolframu i jego stopów nie nakłada się żadnych powłok. W tym procesie spawacz przesyła materiał wypełniający osobno, z reguły jest on również wykonany w postaci pręta lub drutu.
Basen spawalniczy jest chroniony przed tlenem atmosferycznym przez otaczający go gaz; w tym celu wykorzystuje się argon, dwutlenek węgla, hel lub mieszaninę.
W praktyce najczęściej stosuje się pręty o długości 175 mm, ale istnieją pręty spawalnicze o krótszych długościach od 50 do 150 mm. Średnica zastosowanych materiałów wynosi od 1 do 8 mm. Możesz wybrać żądany produkt za pomocą specjalnych tabel.
 Jakość wykonywanych prac zapewnia przede wszystkim skład chemiczny stopu wolframu. Tak więc podczas ich produkcji do stopu wprowadza się dodatki następujących chemikaliów: tor, cyrkon i wiele innych. Dodatki te zwiększają odporność prętów na topienie i, oczywiście, poprawiają jakość spawania.
Jakość wykonywanych prac zapewnia przede wszystkim skład chemiczny stopu wolframu. Tak więc podczas ich produkcji do stopu wprowadza się dodatki następujących chemikaliów: tor, cyrkon i wiele innych. Dodatki te zwiększają odporność prętów na topienie i, oczywiście, poprawiają jakość spawania.
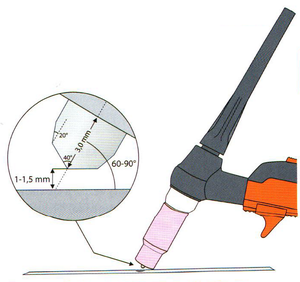
Spawacz musi stale monitorować stan końcówki roboczej pręta wolframowego. Rzecz jest następująca: praca łuku na powierzchni części zależy od kształtu końcówki. Jego kształt wpływa na jakość spoiny, jej kształt i rozmiar. Dlatego końcówka produktu musi być zawsze naostrzona. W praktyce stosuje się zasady i formę ostrzenia, które są dopuszczalne w przypadku niektórych rodzajów pracy.
Kształt ostrzenia zależy od marki produktu, więc końcówka WP powinna być wykonana w formie kuli, na WT powinno być lekkie wybrzuszenie na końcu, ale pręty spawalnicze marki WC są ostrzone pod stożkiem.
Rozmiar obróbki (ostrzenia) końca pręta określa następująca postać - jego średnica jest pomnożona przez 2, 5. Oznacza to, że produkt o średnicy 3 mm musi być przetwarzany w odległości 7, 5 mm. Ponadto należy pamiętać, że w zależności od spawanych materiałów i siły prądu spawania, kąty ostrzenia muszą być różne. Nieprzestrzeganie tych wskazówek może skrócić żywotność narzędzia.
Tak więc, jeśli końcówka jest nierównomiernie schowana, może to prowadzić do odchylenia łuku od określonego kierunku. Nieprawidłowo wybrana szerokość doprowadzi do takiej wady, jak brak penetracji.
Pomimo wielu zalet tych produktów, istnieje co najmniej jedna znacząca wada - trudno jest zapalić i utrzymać łuk.
Aby wyeliminować tę wadę, zajarzenie łuku odbywa się w kilku etapach:
- Stwórz zwarcie na korpusie przedmiotu obrabianego.
- Wycofanie elektrody z przedmiotu obrabianego w określonej odległości.
Aby wykonać tę operację, w miejscu spawania dodaje się dodatek cyrkonu. Ta metoda pozwala zapalić łuk wysokiej jakości.
Etykietowanie produktu
 Jak większość podobnych produktów, elektrody wolframowe mają klasyfikację, która jest przeprowadzana zgodnie z zastosowaniem. Niektóre, na przykład WP, są używane do pracy z aluminium, a WC do pracy ze stalą nierdzewną. Aby ułatwić ich rozróżnienie, zastosowano do nich pasek kolorów.
Jak większość podobnych produktów, elektrody wolframowe mają klasyfikację, która jest przeprowadzana zgodnie z zastosowaniem. Niektóre, na przykład WP, są używane do pracy z aluminium, a WC do pracy ze stalą nierdzewną. Aby ułatwić ich rozróżnienie, zastosowano do nich pasek kolorów.
Do znakowania prętów spawalniczych stosuje się oznaczenie alfanumeryczne. Ponadto elektrody wolframowe do spawania łukowego argonem są klasyfikowane według koloru.
Ponadto kolory odpowiadające ich marce są nakładane na powierzchnię prętów. Oznaczenie elektrod obejmuje opis składu chemicznego, a także obecność dodatków. Oznaczenie zawiera literę W, co oznacza, że wolfram jest podstawą składu chemicznego. Ilość dodatków nie przekracza 0, 5% objętości.

Druga litera wskazuje rodzaj dodatku, który jest używany do wytwarzania elektrod wolframowych.
Tak więc marka WP to elektrody wolframowe do spawania aluminium i jego stopów. Ponadto do przetwarzania magnezu stosowane są elektrody metalowe marki WP. Produkty marki WZ8 zawierają cyrkon. Służą do pracy z brązem, magnezem, niklem i ich stopami. Produkty są w stanie pracować z dużymi obciążeniami, w przeciwieństwie do produktów innej marki. Elektrody tej marki są oznaczone kolorem zielonym.
Elektroda WT20 zawiera tor w swoim składzie chemicznym. Produkty tego typu są najczęstsze, ale jednocześnie stanowią pewne zagrożenie dla spawacza i osób pracujących obok niego. Chodzi o to, że ten materiał jest źródłem promieniowania. Nakłada to pewne ograniczenia na ich stosowanie w produkcji spawalniczej. Elektrody tej marki są oznaczone kolorem czerwonym.
Należy zauważyć, że pręty zawierające tor pozwalają na pracę z prawie każdym rodzajem materiału, od zwykłych stali po stopy niklu lub molibdenu.
 Elektrody uniwersalne obejmują również te, które należą do marki WC 20. Cer jest zawarty w ich składzie chemicznym, co umożliwia pracę zarówno z prądem przemiennym, jak i stałym. Kolejną różnicą między produktami tej marki jest to, że zapewniają stabilne spalanie łuku nawet przy niewielkim źródle zasilania. Elektrody tej marki są oznaczone ciemnoniebieskim kolorem.
Elektrody uniwersalne obejmują również te, które należą do marki WC 20. Cer jest zawarty w ich składzie chemicznym, co umożliwia pracę zarówno z prądem przemiennym, jak i stałym. Kolejną różnicą między produktami tej marki jest to, że zapewniają stabilne spalanie łuku nawet przy niewielkim źródle zasilania. Elektrody tej marki są oznaczone ciemnoniebieskim kolorem.
Innymi słowy, elektrody wolframowe, których klasyfikacja została podana powyżej, mogą być stosowane do spawania dowolnych stopów.
Sprzęt spawalniczy
Jeśli do spawania argonem używana jest elektroda wolframowa, potrzebny jest specjalny zestaw sprzętu. Obejmuje:
- źródło prądu stałego lub przemiennego;
- palniki z zamontowaną na niej elektrodą nie zużywalną;
- zbiorniki, w których pompowany jest gaz obojętny;
- rękawy (węże) do dostarczania gazu do miejsca pracy.
 Elektrody wykonane są z wolframu lub jego związków. Jego temperatura topnienia wynosi 3380 stopni Celsjusza, co pozwala na pracę z prawie wszystkimi metalami. Podczas pracy nie topi się, wystarczy wykonać ostrzenie zgodnie z pewnymi wymaganiami. Elektroda jest zainstalowana w palniku, a część elektrody, która nie bierze udziału w pracy, jest chroniona nakładką. Jest to konieczne, aby zapobiec zwarciu z ziemią.
Elektrody wykonane są z wolframu lub jego związków. Jego temperatura topnienia wynosi 3380 stopni Celsjusza, co pozwala na pracę z prawie wszystkimi metalami. Podczas pracy nie topi się, wystarczy wykonać ostrzenie zgodnie z pewnymi wymaganiami. Elektroda jest zainstalowana w palniku, a część elektrody, która nie bierze udziału w pracy, jest chroniona nakładką. Jest to konieczne, aby zapobiec zwarciu z ziemią.
Na palniku jest zainstalowany przycisk, który dostarcza gaz i napięcie. Ceramiczna dysza jest zainstalowana na końcu palnika. Czubek elektrody wychodzi z niego. Tuleje są połączone z uchwytem palnika, przez który doprowadzany jest gaz.
Po naciśnięciu przycisku przez spawacza rozpoczyna się dostawa gazu i prądu. Gaz wychodzący z dyszy izoluje jeziorko spawalnicze od działania gazów zawartych w atmosferze.
Zalety i wady
 Spawanie elektrodami wolframowymi zapewnia spoinę bez żużla. W takim szwie nie ma porów. Spawanie tego typu pozwala łączyć większość znanych stopów i metali. Ponadto zastosowanie spawania tego typu pozwala tworzyć połączenia ze ścianami o różnych grubościach.
Spawanie elektrodami wolframowymi zapewnia spoinę bez żużla. W takim szwie nie ma porów. Spawanie tego typu pozwala łączyć większość znanych stopów i metali. Ponadto zastosowanie spawania tego typu pozwala tworzyć połączenia ze ścianami o różnych grubościach.
Spawanie elektrodami wolframowymi odbywa się bez iskier i odprysków. Na szwie nie powstaje żużel, nie emituje dymu, w przeciwieństwie do elektrod powlekanych powłoką. Wszystkie te czynniki umożliwiają spawanie z dużą prędkością.
Jednak spawanie takim materiałem oznacza, że przed wykonaniem pracy konieczne jest staranne oczyszczenie powierzchni części. W przeciwnym razie powstały szew będzie miał pewne wady (brak fuzji, porów itp.).