
- Warunki wytrzymałościowe
- Przygotowanie miejsca pracy
- Ogólna procedura
- Miękkie lutowanie rur wodnych
- Twarde lutowanie związków miedzi
- Uchwyt do rur miedzianych
- Różnica między lutowaniem miedzi a mosiądzem
 Miedź jest jednym z najłatwiej dostępnych metali, który jest szeroko stosowany w przemyśle oraz mieszkalnictwie i systemie usług komunalnych. Lutowanie rur miedzianych to połączenie za pomocą złączek, z wykorzystaniem lutowania twardego i miękkiego. Technologia jest znana od czasów starożytnych, a dziś jest szczególnie istotna - z wykorzystaniem nowoczesnych materiałów do lutowania.
Miedź jest jednym z najłatwiej dostępnych metali, który jest szeroko stosowany w przemyśle oraz mieszkalnictwie i systemie usług komunalnych. Lutowanie rur miedzianych to połączenie za pomocą złączek, z wykorzystaniem lutowania twardego i miękkiego. Technologia jest znana od czasów starożytnych, a dziś jest szczególnie istotna - z wykorzystaniem nowoczesnych materiałów do lutowania.
Warunki wytrzymałościowe
Jednym z warunków szczelności i wytrzymałości lutowanych produktów jest odpowiednia szerokość lutowanego złącza. Aby zapewnić ten warunek, stosuje się specjalne urządzenia złącza, kolanka dwustronne, zaślepki, trójniki. Miedź można lutować:
- miękkie lutowie (temperatura topnienia poniżej 450 ° C);
- stopy lutownicze (temperatura topnienia powyżej 450 ° C).
Rodzaje lutów stosowanych na miedzianych rurach wodnych:
- 40 procent ołowiu / 60 procent cyny;
- 95 procent antymonu cyny / 5 procent ołowiu;
- 50% lutu ołowiowego jest zalecane na liniach ze stopu miedzi, których nie należy stosować do wody pitnej;
- bezołowiowy lut do rur stosowanych w zaopatrzeniu w wodę.
Przygotowanie miejsca pracy
Samodzielne lutowanie rur miedzianych powinno odbywać się po przygotowaniu miejsca pracy, a prace powinny rozpocząć się od właściwego doboru narzędzia do lutowania rur miedzianych i powiązanych materiałów.
Niezbędne narzędzia lutownicze:
 Przecinak do miedzi.
Przecinak do miedzi.- Szczotka metalowa.
- Giętarka do rur.
- Ściereczka ścierna.
- Wklej topnik.
- Lut bezołowiowy.
- Rękawiczki
- Okulary ochronne.
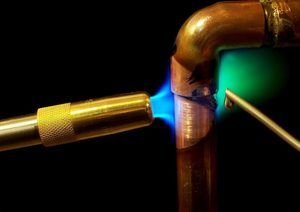
Montaż złączy lutowniczych w instalacjach odbywa się za pomocą odpowiednich palników z propanem powietrza lub tlenem acetylenu. Temperatura płomienia propanu - powietrza wynosi około 1900 ° C, a tlenu acetylenowego około 3100 stopni. Wysoka temperatura płomienia oksyacetylenu z jednej strony przyspiesza proces nagrzewania do temperatury lutowania, z drugiej strony stwarza niebezpieczeństwo niedopuszczalnego stopienia powierzchni rury.
Narzędzie lutownicze, w szczególności nasadka palnika, jest krytycznym czynnikiem wpływającym na jakość. Dlatego nawet ogrzewanie za pomocą standardowego palnika, pomimo bardzo wysokiej przewodności cieplnej miedzi (411 W / m * K), może być trudne, szczególnie w miejscach, które nie pozwalają na ruch lutownicy. W takich sytuacjach znacznie bardziej opłacalne jest stosowanie palników z nasadkami, które równomiernie ogrzewają obszar lutowania.
Ogólna procedura
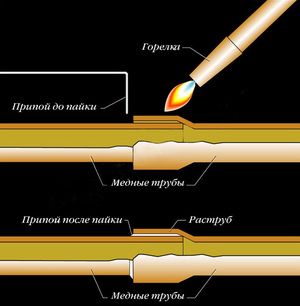
 Przed lutowaniem miedzianych rur należy najpierw odciąć ich dokładną długość za pomocą palnika lub piły do metalu. Jeśli używana jest piła do metalu, aby zapewnić równe cięcie, należy ją opiłować lub usunąć wszystkie zadziory wewnętrzne i zewnętrzne za pomocą rozwiertaka lub innego narzędzia o ostrej krawędzi. Jeśli rurka nie jest okrągła, należy ją przywrócić do jej prawdziwego rozmiaru za pomocą narzędzia do kalibracji.
Przed lutowaniem miedzianych rur należy najpierw odciąć ich dokładną długość za pomocą palnika lub piły do metalu. Jeśli używana jest piła do metalu, aby zapewnić równe cięcie, należy ją opiłować lub usunąć wszystkie zadziory wewnętrzne i zewnętrzne za pomocą rozwiertaka lub innego narzędzia o ostrej krawędzi. Jeśli rurka nie jest okrągła, należy ją przywrócić do jej prawdziwego rozmiaru za pomocą narzędzia do kalibracji.
Powierzchnie rurociągu muszą być czyste i wolne od zanieczyszczeń olejem, smarem lub tlenkiem. Można je odpowiednio wyczyścić poprzez szczotkowanie stalą nierdzewną lub szlifowanie. Jeśli znajduje się na nim tłuszcz, należy go oczyścić rozpuszczalnikiem, a także usunąć wszystkie obce cząstki, takie jak papier ścierny, przecierając obszary suchą szmatką. Interfejs powinien być bardzo czysty.
Technologia aplikacji Topnik zapewnia jednorodność na końcach rur i kształtek wewnętrznych. Zapobiegnie utlenianiu miedzi po podgrzaniu, gdy jest wystarczająco gorąca do lutowania. Nie jest konieczne stosowanie dużej ilości topnika, ponieważ doprowadzi to do korozji wewnątrz rury.
 Cały nadmiar topnika usuwa się bawełnianą szmatką. Nie możesz z nim pracować gołymi rękami, ponieważ jego chemikalia są szkodliwe dla skóry. Jak tylko łącznik lub rury zostaną zainstalowane w obwodzie, konieczne jest rozpoczęcie lutowania od górnej krawędzi szwu, a gdy tylko zacznie się nagrzewać, lutowie przepłynie do samego końca złącza. W tym momencie musisz trzymać pochodnię lutownicy z dala od rury.
Cały nadmiar topnika usuwa się bawełnianą szmatką. Nie możesz z nim pracować gołymi rękami, ponieważ jego chemikalia są szkodliwe dla skóry. Jak tylko łącznik lub rury zostaną zainstalowane w obwodzie, konieczne jest rozpoczęcie lutowania od górnej krawędzi szwu, a gdy tylko zacznie się nagrzewać, lutowie przepłynie do samego końca złącza. W tym momencie musisz trzymać pochodnię lutownicy z dala od rury.
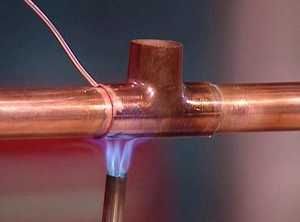
Spawanie za pomocą palnika propanowego jest idealne do małych prac, podczas gdy acetylen jest stosowany do rur większych niż 3/4 cala. Przed spawaniem upewnij się, że w rurze nie ma ciśnienia. Procesu lutowania nie można przeprowadzić, gdy jest w nim woda. Należy spuścić wodę i poczekać, aż całkowicie wyschnie. Rura jest podgrzewana przed lutowaniem po obu stronach, powoli obracając pochodnię wokół złącza, aby równomiernie rozprowadzić ogień, aż lut wejdzie w kontakt ze szwem.
Łączniki mosiężne wymagają dodatkowego ciepła. Płomień ustawia się na średnim lub wysokim poziomie, aby uzyskać wystarczającą temperaturę topnienia. Jeśli płomień zostanie ustawiony prawidłowo, będzie palił się w różnych odcieniach niebieskiego. Skrajnie wysokie temperatury są za widocznymi płomieniami. Włóż koniec rurki topnikowej do złączki, podeprzyj konstrukcję, aby zapewnić prawidłowe wyrównanie, aż stop lutowniczy stwardnieje.
 Następnie szew jest utrzymywany przez kilka sekund (lub dłużej), w zależności od jego rozmiaru. Teraz zestaw domowy jest gotowy do lutowania. W przypadku większości prac z użyciem tlenu - gazów acetylenowych należy zastosować nawęglanie lub neutralny płomień z wyraźnym stożkiem wewnętrznym.
Następnie szew jest utrzymywany przez kilka sekund (lub dłużej), w zależności od jego rozmiaru. Teraz zestaw domowy jest gotowy do lutowania. W przypadku większości prac z użyciem tlenu - gazów acetylenowych należy zastosować nawęglanie lub neutralny płomień z wyraźnym stożkiem wewnętrznym.
Należy unikać płomienia utleniającego. Nadmiar acetylenu usuwa tlenki z miedzi. Będzie jasne i nie matowe ani nie zaczernione z powodu niewłaściwej utleniającej pochodni.
Lutowanie palnikiem powietrznym / acetylenowym jest popularną alternatywą dla tlenu. Strumień paliwa gazowego zasysa powietrze do mieszalnika, zaczyna się obracać, aby poprawić spalanie i zwiększyć temperaturę płomienia. Rozpocznij podgrzewanie rurki, najpierw wkładając pochodnię w miejsce bezpośrednio przylegające do złączki.
Rozmieść płomień na przemian wokół rurki i złączki, aż oba osiągną temperaturę lutowania przed nałożeniem wypełniacza lutowniczego. Gdy stosuje się topnik, konieczne jest ogrzewanie rurki, dopóki przepływ nie przekroczy zakresu temperatur „bulgotania”, tryb staje się cichy, a stop jest ciekły i przezroczysty, podobny do czystej wody.
 Dopiero po podgrzaniu metali nieszlachetnych do temperatury lutowania technik może dodać wypełniacz metalowy. W tym momencie płomień można natychmiast wykryć na końcu wypełniacza, aby rozpocząć proces topienia. Zawsze konieczne jest ogrzewanie zarówno łączników, jak i rur podczas rozgrzewania płomienia na rurce i łączeniu, gdy stop lutowniczy zostanie wciągnięty do złącza. Stop lutowniczy rozproszy się i całkowicie wypełni wszystkie obszary połączenia ocynkowanego.
Dopiero po podgrzaniu metali nieszlachetnych do temperatury lutowania technik może dodać wypełniacz metalowy. W tym momencie płomień można natychmiast wykryć na końcu wypełniacza, aby rozpocząć proces topienia. Zawsze konieczne jest ogrzewanie zarówno łączników, jak i rur podczas rozgrzewania płomienia na rurce i łączeniu, gdy stop lutowniczy zostanie wciągnięty do złącza. Stop lutowniczy rozproszy się i całkowicie wypełni wszystkie obszary połączenia ocynkowanego.
Następnie należy zaprzestać podawania stopu lutowniczego po wypełnieniu strefy spawania. Nadmiar lutu nie poprawia jakości ani niezawodności lutowania i jest materiałem odpadowym. Wszystkie pozostałości topnika należy usunąć do kontroli i próby ciśnieniowej. Natychmiast po zainstalowaniu stopu lutowniczego należy ugasić i usunąć wszelkie pozostałości topnika. W razie potrzeby użyj szmergla lub szmatki.
Miękkie lutowanie rur wodnych
Do lutowania rur o średnicy mniejszej niż 28 mm ze względu na możliwość przegrzania materiału i uszkodzenia powierzchni rury, do lutowania rur miedzianych stosuje się tylko miękkie lutowie. Przygotowanie złącza do lutowania i lutowania miękkiego jest zasadniczo takie samo jak w ogólnych przypadkach: cięcie rur, gratowanie na krawędziach, rozszerzanie końców rur (jeśli nie stosuje się łączników), czyszczenie powierzchni rury w punkcie połączenia i stosowanie topnika. Lut ołowiowo-cynowy jest najbardziej zalecanym spoiwem do miękkiego lutowania instalacji miedzianych.
Należy zauważyć, że ze względów sanitarnych lutowie zawierające kadm i ołów nie mogą być stosowane w instalacjach wody pitnej. W tym przypadku stosuje się lut z cyny - miedzi (S - Sn97Cu3) i cyny - srebra (S - Sn97Ag3). Często topnik lub łączniki z lutem mocującym topnik są używane do lutowania miękkich instalacji miedzianych. Wytrzymałość na ścinanie połączeń lutowanych miękkim lutem zwykle nie przekracza 50 MPa i znacznie spada wraz ze wzrostem temperatury, co prowadzi do ograniczenia zastosowania miękkich lutów w instalacjach pracujących w temperaturach do 110 C.
Ponadto konieczne jest zastosowanie strumienia lutowniczego, który rozpuszcza tlenki z powierzchni lutowanych elementów i chroni przed ponownym utlenieniem podczas lutowania. Miękkie topniki lutownicze to zazwyczaj pasta, żel lub ciecz, które powinny pozostać nieagresywne po lutowaniu, aw przypadku instalacji do wody pitnej, nietoksyczne, żużelowe, łatwo zmywalne zimną wodą.
Twarde lutowanie związków miedzi
 Do lutowania stałych instalacji miedzianych zaleca się stosowanie spoiwa miedziowo-fosforowego z dodatkiem srebra, co poprawia właściwości plastyczne lutu. Zalecane są srebrne spoiwa Ag - Cu - Zn lub Ag - Cu - Zn - Sn. Zastosowanie lutów cynowo-fosforowych jest ekonomiczne ze względu na stosunkowo niską cenę w porównaniu do lutów srebrnych. Dodatkową zaletą tych lutów jest eliminacja potrzeby topnika, ponieważ fosfor zapewnia redukcję tlenków miedzi pokrywających lutowany metal.
Do lutowania stałych instalacji miedzianych zaleca się stosowanie spoiwa miedziowo-fosforowego z dodatkiem srebra, co poprawia właściwości plastyczne lutu. Zalecane są srebrne spoiwa Ag - Cu - Zn lub Ag - Cu - Zn - Sn. Zastosowanie lutów cynowo-fosforowych jest ekonomiczne ze względu na stosunkowo niską cenę w porównaniu do lutów srebrnych. Dodatkową zaletą tych lutów jest eliminacja potrzeby topnika, ponieważ fosfor zapewnia redukcję tlenków miedzi pokrywających lutowany metal.
W innych przypadkach należy zastosować topnik o odpowiedniej aktywności w temperaturze lutowania, w zależności od temperatury topnienia lutu. Topniki do lutowania mogą mieć postać pasty, proszku, zawiesiny. Topnik zawierający lut jest również dostępny na rynku, w postaci powłoki lub w rdzeniu lutu. Wówczas nie ma potrzeby stosowania dodatkowego przepływu na lutowane powierzchnie.
Wytrzymałość lutowanych lutów miedziano-fosforowych wynosi około 120 MPa, a lutów srebrnych około 170 MPa, więc jest kilkakrotnie wyższa niż wytrzymałość połączeń wykonanych za pomocą lutów cynowych.
Uchwyt do rur miedzianych
Zaciski do rur mocno przylegają do rur do ściany, belki nośnej lub innej konstrukcji. Zaciski te są zwykle pojedynczym wspornikiem z dwoma otworami do montażu na twardej powierzchni lub elastycznym metalowym paskiem z otworami wyciętymi co kilka centymetrów. W przypadku każdego rodzaju zacisku wymagany jest montaż do ściany lub belki.
Do wyboru jest kilka rodzajów elementów złącznych:
- obejmy do rur miedzianych;
- paznokcie
- śruby i śruby;
- plastikowe zaciski i elementy złączne;
- alternatywne zapięcia.
Takie rury zwykle wymagają zacisków, ponieważ zastosowanie tego samego rodzaju metalu zmniejszy stan korozji spowodowany niskim prądem elektrycznym powstającym w wyniku połączenia różnych metali. Miedź zapewnia elastyczny zacisk, który pozwala rurom rozszerzać się i kurczyć w różnych warunkach pogodowych. Zaciski rurowe są dostępne w formie odlewanej w kształcie litery C lub w elastycznych miedzianych paskach z zaciskami wyciętymi wzdłuż paska. Każdy typ obowiązuje dla miedzianych instalacji wodno-kanalizacyjnych.
 Gwoździe wkłada się po obu stronach zacisku rurowego i mocuje na miejscu, aby zamocować element ustalający do ściany lub innej powierzchni. Najlepiej nadają się do drewna, ale można je stosować z płytami gipsowo-kartonowymi i otwartą bocznicą.
Gwoździe wkłada się po obu stronach zacisku rurowego i mocuje na miejscu, aby zamocować element ustalający do ściany lub innej powierzchni. Najlepiej nadają się do drewna, ale można je stosować z płytami gipsowo-kartonowymi i otwartą bocznicą.
Ważne jest stosowanie gwoździ cynkowych, aby z czasem uniknąć korozji główki paznokcia. Instalowanie sprzętu wymaga ostrożności. Rury miedziane łatwo się wyginają, a nieudane uderzenie młotkiem może je uszkodzić. Przed lutowaniem najlepiej zacząć od samouczka wideo przedstawiającego odpowiednią technologię.
Śruby i śruby to kolejna opcja do mocowania zacisków. Śruby wymagają użycia wiertła, ale są znacznie mocniejsze niż gwoździe. Śruby dobrze sprawdzają się w drewnie, ale można je również montować w betonie lub innych twardych powierzchniach. Niektóre obejmy do rur są związane śrubami. Śruby zwykle dostarczane są z zaciskami. Lepiej jest stosować ocynkowane śruby i śruby, aby zmniejszyć prawdopodobieństwo ich korozji w czasie.
Do rur miedzianych można używać plastikowych klipsów i elementów złącznych. Plastik nie koroduje na miedzianej powierzchni i trzyma się tak mocno, jak miedziane zaciski. Plastikowe zamki służą również do połączenia rury z inną powierzchnią. Jest to szczególnie przydatne, gdy nie jest praktyczne stosowanie zacisku do rur miedzianych z gwoździami lub śrubami, na przykład przy łączeniu wielu rur. Plastikowe zamki są dostępne w różnych rozmiarach do każdego zastosowania.
Różnica między lutowaniem miedzi a mosiądzem
Lutowanie jest wygodnym narzędziem do naprawy hydrauliki w łazience. Lutowanie nie jest tym samym rodzajem operacji, ale w różnych przypadkach wymagane są inne technologie. W szczególności lutowanie mosiężnych rur może być bardziej skomplikowane niż lutowanie miedzi, ponieważ mosiężne łączniki wymagają wyższych temperatur.
Podstawowy proces łączenia mosiężnych lub miedzianych rur wodnych jest zasadniczo taki sam, ale duża różnica między miedzią a mosiądzem polega na tym, że mosiądz wymaga znacznie więcej ciepła do prawidłowego działania lutu. W rzeczywistości konieczne jest podgrzanie metalu pięć lub sześć razy więcej niż miedzi, aby osiągnął punkt, w którym stopi się lut. Będzie to wymagało wyższej temperatury z palnika, więcej czasu, ciepła do metalu i zwrócenia szczególnej uwagi na zachowanie płomienia ze wszystkich stron.
Rury mosiężne są nieco niezwykłe, dlatego przed rozpoczęciem lutowania należy upewnić się, że ciśnienie wewnątrz lutu nie kumuluje się, ale jest swobodnie usuwane do środowiska.
Doświadczenie sugeruje, że palniki propanowe nie są wystarczająco gorące, aby pracować z mosiądzem. Zamiast tego podczas pracy z mosiądzem stosuje się specjalny gaz, który jest mieszaniną metyloacetylenu i propadienu, który osiąga wyższą temperaturę niż propan. Nie trzeba oszczędzać na użyciu topnika lub pasty lutowniczej, gdy trzeba zainstalować rury.