
- Istota i metody spawania
- Charakterystyka elektrody
- Cechy spawania łukowego argonem
- Sprzęt spawalniczy
- Moc falownika
- Zalety i wady
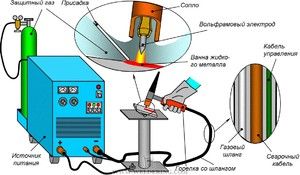 Tungsten Inert Gas (TIG) to ręczna lub automatyczna metoda spawania łukowego. Jest to możliwe, gdy stosuje się elektrodę nie zużywalną w dwutlenku węgla lub ochronną obojętną, z wytworzeniem skutecznej mieszaniny roboczej. Ta metoda jest stosowana wraz z innymi funkcjami w prawie wszystkich nowoczesnych spawarkach . Najlepszym materiałem nie nadającym się do konsumpcji stosowanym w tej metodzie jest wolfram, więc często skrótem nie jest TIG, ale WIG.
Tungsten Inert Gas (TIG) to ręczna lub automatyczna metoda spawania łukowego. Jest to możliwe, gdy stosuje się elektrodę nie zużywalną w dwutlenku węgla lub ochronną obojętną, z wytworzeniem skutecznej mieszaniny roboczej. Ta metoda jest stosowana wraz z innymi funkcjami w prawie wszystkich nowoczesnych spawarkach . Najlepszym materiałem nie nadającym się do konsumpcji stosowanym w tej metodzie jest wolfram, więc często skrótem nie jest TIG, ale WIG.
Istota i metody spawania
 Spawanie TIG służy do łączenia stali nierdzewnych, konstrukcyjnych i węglowych, niklu, tytanu, aluminium, miedzi, brązów krzemowych, mosiądzu, różnych stopów i innych metali. Jest stosowany w energetyce cieplnej, chemicznej, spożywczej, rafinacji ropy naftowej i innych gałęziach przemysłu.
Spawanie TIG służy do łączenia stali nierdzewnych, konstrukcyjnych i węglowych, niklu, tytanu, aluminium, miedzi, brązów krzemowych, mosiądzu, różnych stopów i innych metali. Jest stosowany w energetyce cieplnej, chemicznej, spożywczej, rafinacji ropy naftowej i innych gałęziach przemysłu.
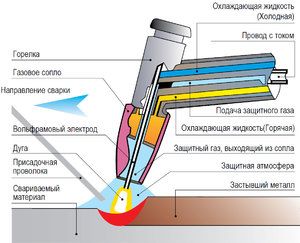
Łuk elektryczny powstaje między produktem a elektrodą nieużywalną, która topi krawędzie metalu wypełniacza i spawanego produktu. Palnik doprowadza gaz do strefy spawania, która chroni jeziorko spawalnicze, powierzchnię czołową drutu spawalniczego, łuk elektryczny i szew krystalizujący przed powietrzem.
Klasyfikację spawania ręcznego można przedstawić:
- Metodą zapłonu łuku. Łuk jest zapalany przez dotknięcie powierzchni spawanego produktu elektrodą lub tworzenie łuku odbywa się za pomocą pasków wyjściowych. Bardziej praktyczne i łatwiejsze jest tworzenie łuku za pomocą specjalnego bloku - oscylatora.
- Według rodzaju chronionego przepływu gazu. Gaz musi być równomiernie rozprowadzony w dyszy. Uzyskuje się to dzięki przepływowi laminarnemu lub w komorze gazowej.
- Według rodzaju gazu ochronnego. Argon, hel, azot lub mieszanina gazów mogą być stosowane jako gaz osłonowy .
- Według rodzaju wyładowania łukowego. Możliwe jest spawanie łukiem ciągłym lub łukiem sprężonym. Spawanie łukiem pulsacyjnym jest stosowane, gdy podczas pracy łuk pulsuje z określonym stosunkiem pauzy i impulsu.
- Z przyczyn technicznych. Spawanie odbywa się za pomocą zanurzonego lub penetrującego łuku, sparowanych elektrod i wiązki elektrod.
- Według rodzaju prądu. Spawanie jest prądem stałym lub przemiennym.
Spawanie TIG to uniwersalna forma łączenia szerokiej gamy metali w dowolnym miejscu w przestrzeni.
Charakterystyka elektrody
Elektrody wolframowe są używane do spawania elektrodami niezużywalnymi. Charakteryzują się wysoką temperaturą topnienia i faktem, że nie uczestniczą w tworzeniu spoiny. Takie marki (GOST 23949−80) były szeroko stosowane:
- czysty wolfram;
- z tlenkiem lantanu;
- z tlenkiem itru;
- z tlenkiem toru.
 Te pierwiastki stopowe poprawiają jakość wolframu i zwiększają odporność na topienie. Aby odróżnić pręty, przyjmuje się oznaczenie literą i kolorem. Litera wskazuje skład chemiczny i zanieczyszczenia, a kolor wskazuje rodzaje tlenków, które zawiera elektroda.
Te pierwiastki stopowe poprawiają jakość wolframu i zwiększają odporność na topienie. Aby odróżnić pręty, przyjmuje się oznaczenie literą i kolorem. Litera wskazuje skład chemiczny i zanieczyszczenia, a kolor wskazuje rodzaje tlenków, które zawiera elektroda.
Wybór średnicy elektrody zależy od gatunku wolframu, rodzaju i wielkości prądu spawania. Jeśli wybierzesz odpowiedni tryb spawania, to dla każdej godziny spalania szybkość przepływu pręta nie przekroczy dwóch centymetrów. Temperatura środowiska pracy może osiągnąć 6 tysięcy stopni ciepła.
Po podgrzaniu nieużywające się elektrody mogą zostać utlenione w atmosferze, więc środowisko wolframu jest chronione gazem. Dzięki zastosowaniu argonu i helu osiąga się jakość spawania. Najbardziej wygodne będzie spawanie z bezpośrednią polaryzacją przy stałym prądzie. W takim przypadku palnik jest wygodny i lekki, więc proces spawania jest łatwy.
 Cechą elektrod do spawania TIG jest potrzeba kontrolowania i przygotowania stanu ich końcówki. Nacisk łuku na powierzchnię i rozkład energii zależy od tego, co wpływa na głębokość i szerokość spoiny produktu, a także rozmiar i kształt szwu. Zasady ostrzenia zależą od marki samego materiału eksploatacyjnego i warunków pracy spawania łukiem argonowym. Końcówkę elektrody można zmielić za pomocą szlifierki lub tarczy szlifierskiej.
Cechą elektrod do spawania TIG jest potrzeba kontrolowania i przygotowania stanu ich końcówki. Nacisk łuku na powierzchnię i rozkład energii zależy od tego, co wpływa na głębokość i szerokość spoiny produktu, a także rozmiar i kształt szwu. Zasady ostrzenia zależą od marki samego materiału eksploatacyjnego i warunków pracy spawania łukiem argonowym. Końcówkę elektrody można zmielić za pomocą szlifierki lub tarczy szlifierskiej.
Cechy spawania łukowego argonem
 Spawanie łukowe argonem ze względu na jego dużą wszechstronność jest szeroko stosowane. Argon służy jako gaz osłonowy podczas spawania. Spawanie dzieli się na spawanie ręczne i automatyczne. Za jego pomocą możesz uzyskać szwy o gładkiej strukturze, schludnym wyglądzie i wysokiej wytrzymałości.
Spawanie łukowe argonem ze względu na jego dużą wszechstronność jest szeroko stosowane. Argon służy jako gaz osłonowy podczas spawania. Spawanie dzieli się na spawanie ręczne i automatyczne. Za jego pomocą możesz uzyskać szwy o gładkiej strukturze, schludnym wyglądzie i wysokiej wytrzymałości.
Głównym narzędziem jest palnik argonowy: służy do łączenia metali. Ze względu na specjalną konstrukcję elektroda wolframowa jest przymocowana w taki sposób, że koniec jej pręta wystaje kilka milimetrów nad dyszę ceramiczną .
Krótki łuk zapewnia maksymalną głębokość penetracji produktu. Zależy od techniki dostarczania materiału wypełniającego, od tego, jak dokładna będzie spoina i jaką będzie miała szerokość. Dodatek musi zawsze znajdować się w strefie ochronnej i płynąć przed palnikiem spawalniczym.
Spawanie łukowe argonem TIG zakończy się powodzeniem, z zastrzeżeniem pewnych zasad:
- Produkty muszą być przygotowane do spawania - odtłuszczone i oczyszczone.
- Aby stworzyć środowisko ochronne przed pracą, argon jest dostarczany w 10 sekund.
- Długość łuku powinna być jak najkrótsza.
- Konieczne jest gotowanie tylko w kierunku wzdłużnym, bez odchyleń w kierunku poprzecznym.
- Jeśli dopływ argonu zostanie zakłócony, należy przerwać pracę, ponieważ elektrodę i dodatek należy zabezpieczyć.
- Aby zapobiec rozpryskiwaniu metalu, pręt (drut spawalniczy) jest podawany płynnie.
- Jakość szwu uważa się za dobrą, jeśli jeziorko spawalnicze zostanie przedłużone.
- Prace spawalnicze są zakończone przez obniżenie aktualnej siły i odcięcie dopływu gazu po 10 sekundach.
Każdy rodzaj spawania łukowego w argonie ma swoje własne cechy, są one określone przez zastosowany sprzęt.
Sprzęt spawalniczy
 Wszystkie prace w środowisku gazu ochronnego są wykonywane przy użyciu specjalnych urządzeń zaprojektowanych do spawania łukiem argonowym TIG lub sprzętu zmodyfikowanego do takich prac. Kompletny zestaw instalacji składa się z następujących elementów:
Wszystkie prace w środowisku gazu ochronnego są wykonywane przy użyciu specjalnych urządzeń zaprojektowanych do spawania łukiem argonowym TIG lub sprzętu zmodyfikowanego do takich prac. Kompletny zestaw instalacji składa się z następujących elementów:
- Dysza Ma on na celu zapewnienie pracy palnika. Jest wykonany z materiału żaroodpornego, ponieważ temperatura jeziorka spawalniczego po podgrzaniu może osiągnąć 2000 ° C. W zależności od rodzaju metalu średnica dyszy jest inna.
- Palnik Jego konstrukcja zależy od metody pracy. Jeśli palnik jest chłodzony wodą, będzie to kontrolować przegrzanie elektrody i temperaturę jeziorka spawalniczego.
- Oscylator Korzystanie z tego urządzenia zapewnia zapłon łuku metodą bezdotykową. Nie tylko utrzymuje stabilność łuku elektrycznego, ale także generuje wyładowanie w celu przebicia szczeliny łuku.
- Źródło napięcia. Dostępne są zarówno inwertory spawalnicze, jak i instalacje transformatorowe. Preferowane są urządzenia inwertorowe, które wytwarzają jednolite napięcie, co pozytywnie wpływa na jakość spoiny.
- Reostat balastowy. Za jego pomocą regulowana jest bieżąca siła dostarczana do łuku. Pomoże Ci wybrać najlepsze opcje pracy z różnymi metalami.
- Dodatkowe akcesoria Takim elementem może być słupek spawalniczy. Ułatwia pełny proces spawania.
Urządzenia inwertorowe są szeroko stosowane w życiu codziennym, są łatwe w użyciu i mają niewielkie wymiary.
Moc falownika
Nowoczesne falowniki spawalnicze znacznie ułatwiły pracę spawaczom i zrobiły skok w spawaniu elektrycznym. Trzy najlepsze modele według opinii użytkowników obejmują:
- Svarog TECH ARC 205 B (Z 203);
- Resanta SAIPA-190MF;
- FUBAG W 176.
Model Svarog TECH ARC 205 B (Z 203) jest jednym z najbardziej trwałych i niezawodnych urządzeń ze spawaniem łukiem argonowym, który jest produkowany przez rosyjską firmę produkcyjną. Jego główne cechy:
- napięcie wejściowe - 187-253 V;
- prąd spawania TIG - 10-200 A;
- rodzaj prądu wyjściowego - stały;
- moc - 9 kV * A.
 Sprawność tego urządzenia wynosi 85%, ma dopalacz z rodzajem zapłonu przez dotyk. Model ma małe wymiary i waży 8 kg, dlatego jest niezbędny do częstych ruchów. Producent zapewnia okres gwarancji 5 lat. Urządzenie nie przegrzewa się, zużycie energii elektrycznej jest znikome.
Sprawność tego urządzenia wynosi 85%, ma dopalacz z rodzajem zapłonu przez dotyk. Model ma małe wymiary i waży 8 kg, dlatego jest niezbędny do częstych ruchów. Producent zapewnia okres gwarancji 5 lat. Urządzenie nie przegrzewa się, zużycie energii elektrycznej jest znikome.
Urządzenie Resanta SAIPA-190MF jest przeznaczone dla profesjonalnych spawaczy. Urządzenia te są produkowane w Chinach i sprzedawane przez łotewską firmę Resanta. To urządzenie pozwala gotować prawie wszystkie rodzaje spawania. Prąd spawania w trybie TIG wynosi od 10 A do 190 A, a czas przełączania wynosi 70% przy maksymalnym prądzie. Ma wysokiej jakości penetrację i zabiera metal do 10 mm.
Główną wadą tego modelu są jego wymiary i waga - ponad 18 kg.
Urządzenie FUBAG IN 176 jest wytwarzane przez niemiecką firmę profesjonalnego sprzętu elektrycznego. Model wyróżnia się funkcjonalnością, sterowaniem mikroprocesorem, małymi wymiarami i wagą - 4, 5 kg. To urządzenie można gotować w dowolnej pozycji, dostosowując prąd spawania podczas pracy.
Model ma opatentowaną konstrukcję. Dzięki niemu łatwo jest przemieszczać się między obiektami i pracować bez wysiłku w trudno dostępnych miejscach.
Zalety i wady
Spawanie w argonie ma kilka zalet w porównaniu z innymi rodzajami spawania. Dzięki nim tego rodzaju spawanie metali stało się dość powszechne. Korzyści obejmują:
- zastosowanie niskich prądów, co ma pozytywny wpływ na prace wymagające dużej dokładności;
- prace są wykonywane bez powłok elektrod i topników;
- estetyka i wysoka wytrzymałość spoin;
- przez napawanie można przywrócić zużytą część produktu;
- potrafi pracować z metalami trudnymi do spawania;
- umiejętność pracy z masywnymi strukturami i małymi detalami;
- niewielka ilość emitowanych aerozoli;
- brak iskier podczas pracy, co wskazuje na bezpieczeństwo przeciwpożarowe;
- wysokiej jakości cięcie metali bez strat.
Pomimo prostoty techniki spawania i możliwości nadzorowania całego procesu spawanie w środowisku argonowym ma swoje wady:
- dość drogi sprzęt do wykonywania pracy;
- spawacz musi mieć wysokie kwalifikacje zawodowe;
- występowanie promieniowania ultrafioletowego podczas pracy;
- niska wydajność pracy, dotyczy to zwłaszcza urządzeń przenośnych;
- zastosowanie spawania wysokoprądowego wymaga dodatkowego chłodzenia;
- miejsce pracy musi być chronione przed przeciągami podczas pracy na otwartej przestrzeni.
Obecność wad nie wpływa na zapotrzebowanie na tę nowoczesną metodę spawania.