
- Konstrukcje i odmiany
- Przygotowanie narzędzia do pracy
- Zalecenia technologiczne
- Lutowane ocynkowane żelazo
- Jak lutować stal nierdzewną
- Domowa lutownica młotkowa
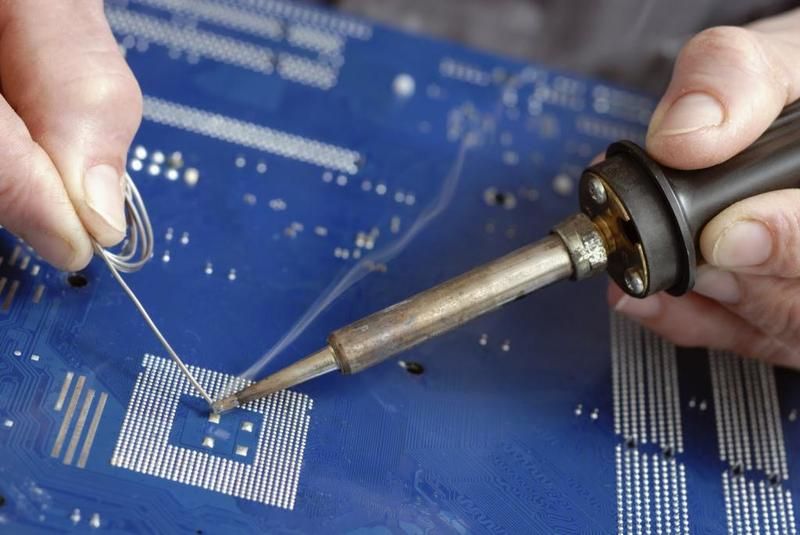
 Podczas instalowania obwodów elektrycznych i łączenia ze sobą metalowych części stosuje się niezawodną i sprawdzoną metodę - lutowanie. Lutownica służy do lutowania części metalowych. Niedoświadczeni i początkujący instalatorzy muszą wiedzieć, jak lutować lutownicą i co trzeba zrobić.
Podczas instalowania obwodów elektrycznych i łączenia ze sobą metalowych części stosuje się niezawodną i sprawdzoną metodę - lutowanie. Lutownica służy do lutowania części metalowych. Niedoświadczeni i początkujący instalatorzy muszą wiedzieć, jak lutować lutownicą i co trzeba zrobić.
Konstrukcje i odmiany
Proces lutowania polega na wypełnieniu przestrzeni między przewodnikami stopionym materiałem, głównie lutami cynowo-ołowiowymi. Temperatura topnienia lutów powinna być niższa niż ogrzewana powierzchnia grotu. Lutownicę należy wybrać w zależności od rodzaju i rodzaju pracy wymaganej do wykonania. Lutownice są elektryczne i ogrzewane otwartym płomieniem.
Projekty i odmiany lutownic:
 Z grzejnikiem nichromowym wykonanym z drutu nawiniętego na powierzchnię izolatora, do którego włożony jest żądło. Takie narzędzia nagrzewają się powoli i mają krótszą żywotność.
Z grzejnikiem nichromowym wykonanym z drutu nawiniętego na powierzchnię izolatora, do którego włożony jest żądło. Takie narzędzia nagrzewają się powoli i mają krótszą żywotność.- Z grzejnikiem ceramicznym, do którego zacisków dostarczany jest prąd elektryczny. Takie lutownice charakteryzują się przyspieszonym ogrzewaniem i wydłużoną żywotnością.
- Narzędzia pulsacyjne mają natychmiastowe ogrzewanie. Włącza się je, naciskając i przytrzymując przycisk. W zaledwie 2-3 sekundy końcówka nagrzewa się do wymaganej temperatury do pracy z lutem. Lutownica wykonana jest w postaci pistoletu z końcówką.
- Lutownice gazowe można stosować niezależnie, to ich główna zaleta. Część robocza żądła jest wysyłana bezpośrednio do płomienia palnika, przez co następuje nagrzewanie.
Aby wykonać niektóre rodzaje prac lutowniczych, lutownice elektryczne są wybierane przez moc. Aby lutować elementy półprzewodnikowe w obwodzie, wystarczająca moc od 15 W do 25-40 W, w zależności od wielkości podgrzewanej powierzchni elementu elektronicznego. Niektóre rodzaje lutownic mają specjalne zastosowanie. Lutownice o mocy 40 W i większej nadają się do cynowania drutów. Do łączenia dużych powierzchni metalowych stosuje się narzędzia o mocy 65 W, 80 W, 100 W, 150 W, 200 W, 300 W i 500 W. Lutownice elektryczne są dostępne z różnymi napięciami zasilania:
- przemysłowy - 380 V;
- gospodarstwo domowe - 220 V, 36 V, 24 V, 12 V, 6 V.
- specjalne - 42 V i 110 V, stosowane w transporcie kolejowym.
Przygotowanie narzędzia do pracy
Aby wiedzieć, jak prawidłowo korzystać z lutownicy, musisz opanować umiejętności przygotowania narzędzia do lutowania. Pierwszą rzeczą do zrobienia po włączeniu lutownicy elektrycznej jest cynowanie sekcji roboczej grotu, który jest cylindrycznym prętem wykonanym ze stopu miedzi. Z reguły żądło znajduje się w grzałce i jest mocowane za pomocą specjalnej śruby lub innych metod montażu, w zależności od cech konstrukcyjnych lutownicy.
Przetwarzanie żądła
Pierwszym krokiem jest zwrócenie uwagi na jakość roboczej części żądła. Koniec grotu, który jest powszechnie używany do lutowania, musi być przygotowany do użycia. Kształt może przybrać formę łopatki lub zaostrzonej igły, w zależności od rodzaju planowanej pracy.
Aby przygotować powierzchnię roboczą żądła, musisz wykonać następujące kroki:
 Pokonaj żądło młotkiem i nadaj mu kształt łopatki (śrubokręta). Możesz użyć ostrzenia kątowego, które najlepiej nadaje się do lutowania bardziej masywnych elementów. Zwiększając powierzchnię roboczą, ciepło jest lepiej przenoszone.
Pokonaj żądło młotkiem i nadaj mu kształt łopatki (śrubokręta). Możesz użyć ostrzenia kątowego, które najlepiej nadaje się do lutowania bardziej masywnych elementów. Zwiększając powierzchnię roboczą, ciepło jest lepiej przenoszone.- Do lutowania małych elementów (półprzewodnikowe elementy radiowe, cienkie druty montażowe) zaleca się naostrzenie krawędzi w kształcie ostrego stożka. Tak więc mniej ciepła jest narażone na części, które boją się przegrzania. To ochroni je przed awarią i pozwoli na dłuższe działanie narzędzia.
- Ostrzenie w kształcie stożka można stosować do mocniejszych lutownic do wykonywania prac z dużymi przewodnikami.
Aby przygotować roboczą część żądła, stosuje się młotek, pilnik lub pilnik, papier ścierny, lut i topnik. Po przetworzeniu elementu młotkiem należy nadać mu pożądany kształt pilnikiem lub pilnikiem, a następnie przeszlifować papierem ściernym.
Metody cynowania
Kolejnym ważnym punktem jest cynowanie końcówki, co zapobiega jej szybkiemu zużyciu i korozji. Do cynowania można stosować topniki lub kalafonię sosnową. Konieczne jest zapobieganie przegrzaniu lutownicy, ponieważ utrudnia to cynowanie. Przy pierwszym włączeniu lutownicy może pojawić się dym, którego przyczyną są zwykle substancje stosowane w produkcji narzędzia.
Do dalszej pracy urządzenia ważne jest, aby wiedzieć, czego potrzebujesz do lutowania za pomocą lutownicy. Po pierwsze, cynowanie jest konieczne. Odbywa się to na dwa sposoby.

Zgodnie z pierwszą metodą do cynowania potrzebujesz:
- podgrzać żądło do optymalnej temperatury;
- zanurz jego koniec w kalafonii;
- pocieraj lut czubkiem żądła, aż pojawi się połysk.
Druga metoda obejmuje następujące kroki:
- Konieczne jest zwilżenie szmat roztworem chlorku cynku i przetarcie nim żądła.
- Następnie konieczne jest równomierne zmielenie stopionego lutu na powierzchni żądła kawałkiem soli kuchennej.
Do cynowania można również stosować różne topniki i tłuszcze lutownicze (tłuszcz lutowniczy). Aby lutować przewody za pomocą lutownicy, musisz przygotować samo narzędzie, topniki lutownicze lub kalafonię, urządzenia pomocnicze (stojak na lutownicę, szczypce, obcinaki do drutu, pincety, gąbka do czyszczenia końcówki).
Zalecenia technologiczne
Przestrzegać techniki lutowania. Przed lutowaniem przewodów należy je najpierw oczyścić z izolacji. Następnie kontrola oczyszczonej powierzchni. W zależności od marki drutu może również być na nim lakierowany. Jeśli izolacja zostanie usunięta z drutów na długo przed lutowaniem, może powstać tlenek. Istnieją dwa sposoby usuwania utlenionych filmów i lakieru:
- Mechaniczny, przy użyciu drobnoziarnistego papieru ściernego. Ta metoda ma zastosowanie do drutów jednożyłowych o dużej średnicy. Nie zaleca się ściągania w ten sposób cienkich drutów splecionych, ponieważ można je odciąć.
- Metodę chemiczną stosuje się do cienkich drutów, ale jest bardziej szkodliwa dla instalatora, ponieważ toksyczne rozpuszczalniki są wdychane powietrzem do płuc. Powłokę lakieru można usunąć bez uprzedniego czyszczenia kwasem acetylosalicylowym (aspiryna). Na tablecie umieszcza się drut, który ostrożnie ogrzewa się lutownicą. Temperatura i kwas usuwają lakier z powierzchni drutu.
Podczas pracy z emaliowanymi drutami możesz użyć specjalnego topnika, który niszczy powłokę i tworzy film, który chroni przed kontaktem z powietrzem. Taki strumień nazywa się aktywnym. Po lutowaniu należy go usunąć wilgotną szmatką lub gąbką.
Jeśli chcesz przylutować drut do metalowej platformy (na przykład uziemienie), najpierw należy go ocynować. Powierzchnia, na której będzie lutowana, musi być oczyszczona na połysk i odtłuszczona. Następnie nakłada się topnik i układa kawałki lutu. Miejsce jest starannie rozgrzane, po czym przyłożony jest do niego drut.
Aby jakościowo lutować drut we właściwym miejscu, konieczne jest przestrzeganie technologii lutowania. W tym celu stosuje się lut POS-60 w połączeniu z kalafonią lub specjalnymi topnikami, ponieważ zapewniają one płynność i plastyczność podczas lutowania, a także chronią powierzchnię przed interakcją z tlenem.
Przylutuj przewody dobrze podgrzaną lutownicą, aby jego temperatura wystarczała do stopienia lutu. Odebrany drut obniża się do kalafonii stopionej lutownicą. Po uprzednim zebraniu lutu należy kilkakrotnie przeprowadzić użądlenie na odsłoniętym drucie, po czym już ocynowany przewód można przylutować w wymaganym miejscu. Dla wygody możesz użyć urządzenia „trzecia ręka”. Dzięki niemu przymocowany jest przewodnik, do którego będzie lutowany drut.
Lutowane ocynkowane żelazo
W produkcji ocynkowanych wyrobów ze stali węglowej często są one powlekane cynkiem metodą zanurzeniową. Aby uzyskać błyszczącą stalową powierzchnię, do kąpieli dodaje się 1% ołowiu, cyny i aluminium. Blachy stalowe są również powlekane cynkiem metodą galwaniczną.
Dlatego ocynkowane żelazo jest trudne do lutowania  konieczne są specjalne topniki aktywne składające się ze stężonego kwasu solnego i roztworu chlorku cynku-amonu, a także topniki na bazie chlorku cynku i amonu z dodatkiem chlorku cyny. Cynowo-ołowiowe lutowie w połączeniu z topnikami mają dobrą płynność i zapewniają związki o wysokiej wytrzymałości.
konieczne są specjalne topniki aktywne składające się ze stężonego kwasu solnego i roztworu chlorku cynku-amonu, a także topniki na bazie chlorku cynku i amonu z dodatkiem chlorku cyny. Cynowo-ołowiowe lutowie w połączeniu z topnikami mają dobrą płynność i zapewniają związki o wysokiej wytrzymałości.
Wstępnie topnik jest nakładany na lutowaną powierzchnię, po czym obserwuje się narażenie. Jest to konieczne, aby reakcja przebiegła. Do lutowania musisz mieć dużą lutownicę o wysokiej temperaturze roboczej. Przed lutowaniem przewodów należy najpierw zmielić powierzchnię połączenia, a po lutowaniu resztki topnika należy usunąć.
Jak lutować stal nierdzewną
Spawanie stali nierdzewnej jest procesem czasochłonnym. Jest produkowany w temperaturze od 500 do 700 stopni Celsjusza przy użyciu lutu (tinolu). Lut ze stali nierdzewnej dobierany jest na podstawie warunków lutowania i składu stali. Stop zawiera nie więcej niż 25% chromu i 25% niklu, takie kompozycje dają bardzo mocne związki. Jako topnik stosuje się boraks, który nakłada się na powierzchnię w postaci pasty lub proszku. Po stopieniu boraksu metal nagrzewa się i staje się jaskrawoczerwony, a następnie do tych związków wprowadza się lut.

Po lutowaniu pozostały topnik usuwa się za pomocą piaskowania wodą lub piaskiem. Zastosowanie kwasu azotowego i chlorowodorowego jest wyjątkowo niepożądane, ponieważ może dojść do reakcji lutu i metalu z jego zniszczeniem.
Domowa lutownica młotkowa
 W domu możesz zrobić potężną lutownicę do lutowania masywnych elementów metalowych. Taka lutownica ma wysoką pojemność cieplną, która zapewnia wystarczającą temperaturę do wykonania niezbędnych prac.
W domu możesz zrobić potężną lutownicę do lutowania masywnych elementów metalowych. Taka lutownica ma wysoką pojemność cieplną, która zapewnia wystarczającą temperaturę do wykonania niezbędnych prac.
Musisz nitować masywny pręt miedziany lub gruby pręt, aby zrobić żądło. Konieczne będzie szlifowanie go za pomocą pilnika, aby uzyskać wyraźne krawędzie i krawędzie. Kąt powinien wynosić od 30 do 45 stopni. Jako uchwyt możesz użyć stalowego pręta lub płyty, które zostaną przymocowane do grotu lutowniczego. Możesz również zrobić długopis i przymocować go do lutownicy.